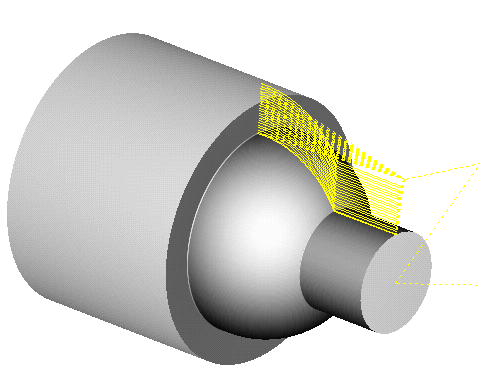
Ejemplo de parametrización de un espesor con G27, Fagor 8025
|
En el ejemplo se han parametrizado los factores de corte punto de alejamiento, espesores, demasía de mecanizado entre otros.
|
|
|
N0010 P1=K10 (ESPESOR PIEZA)
N15
P30=P1 (Guarda el valor sin descontar)
N0020
P2=K2.5 (profundidad por PASADA)
N0030
P15=K40 (RADIO A REALIZAR)
N0040
P3=K20 (Ø Fresa tórica AC cobalto)
N0050
P4=K4 (nº labios)
N0060
P5=K65 (Vc m/min)
N0070
P6=K0.1 (Az/vuelta)
N75
P17=K0.1 (VALOR DEMÁSIA RADIO)
N0080
P7=K1000F3P5(1000*Vc)
N0090
P8=K3.14F3P3 (pi*Ø)
N0100 P9=P7F4P8 (S rpm)
N0110 P10=P4F3P6 (z*Az)
N0120 P11=P10F3P9 (F)
N0130 P12=P3F1P15 (ØFRESA+RADIO PIEZ)
N0140
P16=P12F1K8 (PTO ALEJ)
N0150 P13=P3F4K2 (Radio hta)
N0160 P14=P13F1K1 (Radio ent/salida)
N165
P18=P15F1P17 (RADIO+DEMASIA)
N167
P19=K2F3P18 (DIAMETRO TEÓRICO)
N0170 G50 T1 RP13 L0 IP17 K0 (TOR1=20)
N0180
T1.1 (llamada hta)
N0190 M6
N0200 G7 G17 G71 G94 G96
N0210 FP11 SP9 M3
N0220 G0
G90 G43 Z20
N0230
G40 X-P16 Y0 (Punto ext)
N0240 G1
Z0
N0250 G1
G91 Z-P2 (Prof pasada)
N0260
G90 G41 G37 RP14 X-P15 Y0 (punto entr)
N0270 G2
G38 RP14 X-P15 Y0 IP15 J0
N0280 G1
G40 X-P16 Y0
N0290
P1=P1 F2 P2 (ACTUALIZA EL VALOR P1)
N0300
G27 N0250
N0310 G0
Z20
N0320 M0
M5 (medición de diámetro pieza)
N330
P20=K80.28 (MEDIDA REAL)
N340
P21=P19F2P20 (M TEÓRICA- M REAL)
N350 P22 =P21F4K2 (I FACTOR CORR RADIO)
N360 G50 T1 RP13 L0 IP22 K0
N380 T1.1
N390 FP11 SP9 M3
N400 G0 G90 G43 Z20
N410 G41
X-P15 Y0
N420 G1
Z1
N430 G2
X-P15 Y0 IP15 J0 Z-P30 K2
N440 G40
G1 X-P16 Y0
N450 G0
Z30
N460 M30
|
|